
پلاسٽڪ وڌائيندڙ گيرو بوڪس
پلاسٽڪ extruder Gearbox, extruder gearbox manufacturers, extruder gearbox for sale, extruder gearbox مرمت,sterling extruder gearbox, twin screw extruder gearbox
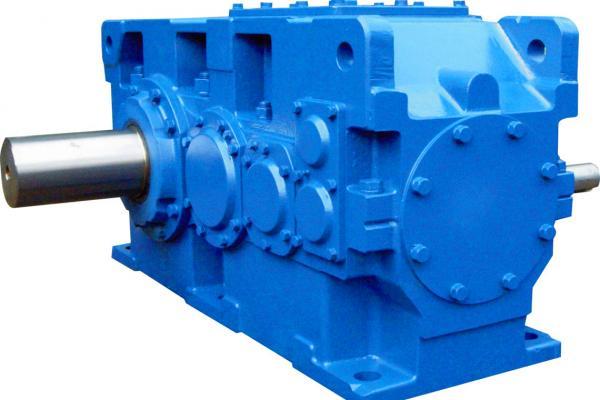
ZLYJ سيريز سخت مٿاڇري گيرو باڪس هڪ اعلي صحت واري سخت دانت واري بيلٽ جوش سيٽ ٽرانسميشن جزو آهي جيڪو پلاسٽڪ اسڪرو extruder لاءِ ٺهيل آهي. پيداوار جي جوڙجڪ JB/T8853-2001 ۾ بيان ڪيل ٽيڪنيڪل وضاحتن کي قبول ڪري ٿي. اهو گيئر ۽ شافٽ حصن لاءِ اعليٰ طاقت وارو مصري اسٽيل آهي. گيئر ڪاربرائيزنگ، ڪونچنگ ۽ پيس ذريعي پروسيس ڪيو ويندو آهي. گيئر جي درستگي GB10095-88.6 آهي. دانت جي مٿاڇري جي سختي HRC54-62. اسڪرو جي ڪم ڪندڙ محوري قوت کي منهن ڏيڻ لاءِ هولو آئوٽ پٽ شافٽ جي اڳئين آخر ۾ هڪ اوور سائي جو زور وارو بيئرنگ ترتيب ڏنو ويو آهي. مکيه معياري حصا جهڙوڪ بيئرنگ ۽ تيل جي مهر گهريلو اعلي معيار جي شين مان ٺهيل آهن، ۽ پڻ صارف جي ضرورتن مطابق درآمد ٿيل شين سان ليس ٿي سگهن ٿيون. سڄي مشين کي ننڍي مقدار، اعلي کڻڻ جي صلاحيت، مستحڪم ٽرانسميشن، گهٽ شور ۽ اعلي ڪارڪردگي جون خاصيتون آهن. پيداوار جي ڪارڪردگي بين الاقوامي ترقي يافته سطح تي پهچي چڪو آهي.

ڪارڪردگي جا خاصيتون:
دٻي جو ميلاپ ۽ زور واري بيئرنگ محوري قوت کي رد ڪري ٿو، ۽ غير جانبدار بيئرنگ گيرو باڪس جي آئل چيمبر تي ترتيب ڏني وئي آهي ته جيئن آپريشنل اعتبار کي بهتر بڻائي سگهجي.
مرڪزي فاصلي کي ترتيب ڏيڻ لاء ننڍيون ترتيبون استعمال ڪري سگھجن ٿيون
هاء ٽرانسميشن طاقت، اعلي torque ۽ محوري قوت کي برداشت ڪري سگهي ٿو
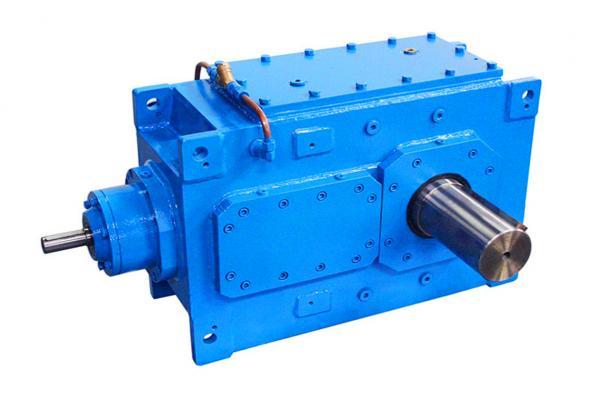
extruder لاءِ خاص گيئر باڪس هڪ ٽرانسميشن جزو آهي جنهن ۾ تيز لوڊ گنجائش سخت دانت جي مٿاڇري سان ٺهڪندڙ سيٽ سان گڏ پلاسٽڪ اسڪرو extruder لاءِ پرڏيهي ساڳين شين جي حوالي سان ٺهيل آهي. پيداوار جي جوڙجڪ ZBJ19009-88 پاران ڏنل ٽيڪنيڪل وضاحتن کي قبول ڪري ٿي. ان جون خاصيتون هي آهن ته گيئرز ۽ شافٽ جا حصا اعليٰ طاقت واري مصرع فولاد جا ٺهيل آهن، جن کي ڪاربرائيزنگ، ڪونچنگ ۽ گرائنڊنگ ذريعي پروسيس ڪيو ويو آهي. گيئر جي درستگي آهي GB10095-88، سطح 6. ٽوٿ مٿاڇري جي سختي HRC54~62. اسڪرو جي محوري زور کي منهن ڏيڻ لاءِ سوراخ واري ان پٽ شافٽ جي اڳئين آخر ۾ هڪ وڏي سائيز جو زور وارو بيئرنگ ترتيب ڏنو ويو آهي. سڄي مشين کي ننڍي مقدار، اعلي کڻڻ جي صلاحيت، مستحڪم ٽرانسميشن، گهٽ شور ۽ اعلي ڪارڪردگي جا فائدا آهن.
Extruder خاص Gearbox خاصيتون:
——ماڊولر ڊيزائن، وسيع ٽرانسميشن رينج ۽ ٺيڪ ۽ مناسب ورڇ؛
- شڪل جي ڊيزائن تمام گول ڪائنات جي جوڙجڪ جي ترتيب لاء موزون آهي.
- اعلي سطحي ڀينس جي ڀينس مشين سان ڀريل زمين آهي، متوازن ٽرئفڪ، گهٽ شور ۽ 98٪ ڪارڪردگي جي وچ ۾.


Extrusion مشين وقف Gearbox قابل اطلاق حالتون:
1. Gearbox جي تيز رفتار شافٽ جي رفتار 1500r / منٽ کان وڌيڪ نه آهي.
2، ڪم ڪندڙ ماحول جي درجه حرارت 0-35C آهي. جڏهن درجه حرارت جي حد جي حدن کان ٻاهر آهي، گرمي يا کولنگ ڊيوائس الڳ الڳ صارف جي گهرجن مطابق تيار ڪري سگهجي ٿو.


- تعارف
ZLYJ پلاسٽڪ extruder گيئر باڪس هڪ قسم جي اعلي صحت واري سخت گيئر اسمبلي آهي خاص طور تي سنگل اسڪرو پلاسٽڪ / ربر ايڪسٽروڊر لاءِ. وٺڻ JB/T 8853-2001 سلنڈر پلاسٽڪ extruder Gearbox ڊيزائن جي حوالي سان، پروڊڪٽس گيئرز ۽ گيئر شافٽ لاءِ اعليٰ طاقت وارو گھٽ ڪاربن الائي اسٽيل لاڳو ڪري ٿو، ٽوٿ فلانڪ ڪاربورٽڊ، ڪونچ ٿيل ۽ گرائونڊ سان، ليول 6 (GB/T 10095) تي گيئر جي درستي کي پورو ڪرڻ ۽ سختي دانت جي ڪناري HRC54 ~ 62. اسڪرو جي زور کي برداشت ڪرڻ لاءِ آئوٽ پٽ شافٽ جي اڳيان هڪ وڏو زور وارو بيئرنگ لڳل آهي.
- استعمال ڪريو
- پرائم موور جي ان پٽ روٽيشن ≤ 1500 rpm هوندي.
- گيئر ڊرائيو جي پردي جي رفتار هوندي ≤ 20m/s.
- ڪم ڪندڙ ماحول جي گرمي پد -40 ℃ ~ 45 ℃ اندر هوندو. لوبريڪيٽنگ آئل کي 0 ℃ کان مٿي تي گرم ڪريو يا گھٽ درجه حرارت جي سڻڪ واري تيل کي چونڊيو جڏھن محيطي جو گرمي پد 0 ℃ کان گھٽ ھجي.
نوٽ:
- گردش ٻنهي اڳيان ۽ پوئتي دستياب آهي. بهرحال، تيز رفتار شافٽ جي ڪجهه قسمن جي پلاسٽڪ ايڪسٽروڊر گيئر باڪس وٽ هڪ واحد طرفي آئل پمپ آهي جيڪو ڊفالٽ طور تي آئوٽ شافٽ ڏانهن سڌو رستو ڏيکاريندو آهي جيڪو گھڙي جي طرف گھمندو آهي.
III. پلاسٽڪ extruder Gearbox قسمن
پراڊڪٽ جو نالو پليٽس: جڏهن پهچايو ويو، سڀ پلاسٽڪ extruder گيئر باڪس نالي پليٽ سان ڳنڍيل آهن قسم، صلاحيت، پيداوار جي تاريخ، اڳوڻي فيڪٽري نمبر ۽ ٻين خاصيتن جي سار سنڀال جي مقصد لاء، جيڪي بي ترتيب تي نه هٽايا ويندا.
- پلاسٽڪ extruder Gearbox جي تنصيب ۽ ڪنيڪشن
- پڪ ڪريو ته انسٽال ڪرڻ جو بنياد پلاسٽڪ extruder Gearbox سطح، محفوظ ۽ مستحڪم آهي. خاص ڪم ڪندڙ ماحول ۾ تنصيب کي احتياط سان ترتيب ڏيو. جڏهن سڀئي لنگر بولٽ هڪجهڙائي سان مضبوط ڪيا ويندا آهن، انهي ڳالهه کي يقيني بڻايو وڃي ته آئوٽ پٽ شافٽ ۾ داخل ٿيل اسڪرو آزاديءَ سان ۽ باقاعدگي سان ڦري ٿو.
- غلطي جي معاوضي جو ڪنيڪشن غالب ٿيندو پلاسٽڪ extruder گيئر باڪس جي ڪنيڪشن جي سلسلي ۾ پرائم موور. پلاسٽڪ Extruder Gearbox جي ان پٽ شافٽ جي محوري مڊل لائن جي ڳنڍڻ واري حصي جي ڪنسنٽريٽي کي يقيني بڻايو. axial deviance ۽ angular displacement کي چيڪ ڪريو، جن جي انحراف ٻنھي کي لاڳو ڪيل ملائڻ جي اجازت ڏنل قدر جي اندر ھوندو.
- پلاسٽڪ ايڪسٽروڊر گيئر باڪس جي شافٽ جي اضافي ريڊيل استحڪام کي چيڪ ڪريو مصنوعات جي نموني مطابق ان شرط تي ته بيلٽ ويل، گيئر ۽ زنجير واري ڦيٿي کي پلاسٽڪ ايڪسٽروڊر گيئر باڪس جي ڊرائيونگ فورس کي ان پٽ ۽ آئوٽ ڪرڻ لاءِ استعمال ڪيو وڃي. ان پٽ شافٽ جي وچ واري حصي تي، اضافي ريڊيل فورس (N) کان وڌيڪ نه هوندي، جنهن ۾ پلاسٽڪ ايڪسٽروڊر گيئر باڪس (NM) جو ان پٽ لمحو.
- انسٽاليشن کان پوءِ، پلاسٽڪ ايڪسٽروڊر گيئر باڪس ۾ لوبريڪٽنگ آئل ڀريو جيستائين آئل پوائنٽر جي سينٽرل لائن تائين پهچي وڃي جڏهن برابر طور تي ورهائجي.
- ڪنيڪٽ ڪريو ۽ پاڻي جي کولنگ سسٽم کي آن ڪريو چيڪ ڪرڻ لاءِ ته ڇا جوڑوں مان رت وهي ٿو يا لڪي.
- بجلي کي چالو ڪريو عارضي طور تي هلائڻ لاءِ پلاسٽڪ extruder گيرو باڪس لوڊ ڪرڻ کان سواءِ. چيڪ ڪريو ته ڇا لوڻ واري پائيپ لائين مان رت وهي ٿو يا لڪجي ٿو، پرزا ۽ جزا ٿڌا ٿي وڃن ٿا ۽ ڪو شور ٿئي ٿو. پلاسٽڪ extruder Gearbox جي حوالي ڪري سگهجي ٿو جيڪڏھن سڀڪنھن شيء کي ٺيڪ آهي.

توجه:
◇ بند ڪريو ۽ روڪيو (هڪ ڊيڄاريندڙ ٽيگ ذريعي، وغيره) موٽر کي پاور سپلائي جي ٻيهر ڪنيڪشن کي ڪنيڪشن لڳائڻ کان اڳ.
◇ شافٽ جي پڇاڙيءَ تي ڪپلنگ ۽ ننڍڙا گيئر چڙهڻ وقت هيمر يا ٻين ساڳين اوزارن سان مارڻ جي اجازت ناهي.
◇ بيلٽ جي صحيح ٽينشن کي يقيني بڻايو وڃي جڏهن بيلٽ ويل کي نصب ڪيو وڃي.
◇ آئوٽ پٽ پارٽ جي حوالي سان اسڪرو کي زور سان انسٽال يا انسٽال نه ڪريو.
◇ حفاظتي هوڊ فراهم ڪيو ويندو پلاسٽڪ جي ٻاھرين گھمندڙ حصن کي پلاسٽڪ جي ٻاھرين گيئر باڪس (جهڙوڪ ڪپلنگ، بيلٽ پللي، وغيره).
◇ ڳنڍڻ واري شافٽ جي پڇاڙيءَ ۽ فلانج جي مٿاڇري تي موجود انتشار، مٽي يا ٻيا داغ چڱيءَ طرح هٽايو. محلول کي صاف ڪرڻ جي اجازت ڏني وئي آهي پر ان کي شافٽ جي آخر جي سيلنگ عناصر جي لپ مهر ڏانهن وهڻ کان روڪيو وڃي.
- پلاسٽڪ extruder Gearbox جو آپريشن
آپريشن کان اڳ امتحان:
- آپريشن کان اڳ، چيڪ ڪريو ته ڇا پلاسٽڪ extruder گيئر باڪس اندر مناسب سطح تي لوڻ وارو تيل آهي. گھٽتائي جي صورت ۾ تيل کي پورو ڪريو.
- سڀئي ڳنڍڻ وارا حصا محفوظ هوندا. سڀئي حفاظتي سامان مڪمل ٿيڻ گهرجن.
- چيڪ ڪريو ته ڇا محيطي ماحول 0 ℃ کان ھيٺ آھي، جيڪڏھن ھائو، اڳ ۾ گرم ڪرڻ واري تيل کي 0 ℃ کان مٿي ڪرڻ لاء.

پلاسٽڪ extruder Gearbox جو آپريشن:
- 5 ~ 10 منٽن لاءِ بغير لوڊ ڪرڻ جي پلاسٽڪ ايڪسٽروڊر گيئر باڪس کي هلايو (جيڪڏهن پلاسٽڪ ايڪسٽروڊر گيئر باڪس موٽر جي گيئر پمپ سان ليس آهي، ته پهريان پمپ شروع ڪريو) بيئرنگ ۽ گيئر کي مناسب طور تي لوبريڪيٽ ڪرڻ لاءِ. جيڪڏهن پلاسٽڪ ايڪسٽروڊر گيئر باڪس پهريون ڀيرو استعمال ڪيو ويو آهي، بيڪار هلڻ کان پوءِ، هر دفعي 20 ~ 1 ڪلاڪن لاءِ مڪمل ريٽيڊ لوڊ ٿيڻ تائين 2٪ ريٽيڊ لوڊ تي قدم سان لوڊ شامل ڪريو. خدمت ۾ وجھو جيڪڏھن سڀ ڪجھ ٺيڪ آھي.
- آپريشن دوران، پلاسٽڪ extruder Gearbox جي گرمي پد جي واڌ وقت وقت تي مانيٽر ڪريو ۽ لکو. جيڪڏهن پلاسٽڪ extruder گيرو باڪس جو گرمي پد 70 ℃ کان وڌي وڃي ٿو يا تيل جي گرمي پد 100 ℃ کان وڌي وڃي ٿي، مسئلن کي ڳولڻ ۽ حل ڪرڻ لاءِ پلاسٽڪ extruder گيئر باڪس کي روڪيو. جيڪڏهن ضروري هجي ته اسان جي بعد-سيلز سروس کاتي سان رابطو ڪريو. پلاسٽڪ extruder گيئر باڪس کي ٻيهر شروع ڪرڻ کان اڳ لوبريڪٽنگ آئل کي تبديل ڪريو.
- پلاسٽڪ ايڪسٽروڊر گيئر باڪس کي ھيٺ ڏنل طريقي سان روڪيو ويندو: فيڊنگ ھوپر کي بند ڪريو ۽، بالٽ ۾ موجود سمورو مواد ٻاھر منتقل ٿيڻ کان پوءِ، بجلي جي فراهمي کي بند ڪريو پلاسٽڪ ايڪسٽروڊر گيئر باڪس (جيڪڏھن پلاسٽڪ ايڪسٽروڊر گيئر باڪس گيئر سان ليس آھي. موٽر جو پمپ، پهريون پمپ بند ڪريو)
- ڊگھي بيڪاريءَ جي صورت ۾ ھر 2 کان 3 ھفتن ۾ پلاسٽڪ ايڪسٽروڊر گيئر باڪس ھلايو.
- 6 مهينن کان وڌيڪ بيڪار ٿيڻ جي صورت ۾ پلاسٽڪ ايڪسٽروڊر گيئر باڪس جي اندر ۽ ٻاهران زنگ مخالف قدمن تي عمل ڪريو:
لوبريڪيٽنگ آئل کي پوريءَ تائين ڀريو، شافٽ جي آخر ۽ رنگ نه ٿيل مٿاڇري کي اينٽي رسٽ وڪس مواد سان ڍڪيو ۽ لوبريڪيٽنگ گريس سان محور جي سيلنگ حصن جي لپ مهر کي اينٽي رسٽ جي دخول خلاف محفوظ ڪريو.
توجه:
◇ آپريشن جي شروعاتي مرحلي دوران، آئل پمپ کي تيز آواز پيدا ڪري سگھي ٿو، جنھن جي نتيجي ۾ لوبريڪٽنگ آئل جي گھڻي ويسڪوسيٽي ۽ آئل پمپ جي خلاف وڏي سکشن مزاحمت جي نتيجي ۾، جيڪو تيزيء سان ختم ٿي ويندو آھي ۽ سڻڻ واري تيل جي گرمي پد جي واڌ سان گڏ.
◇ جيڪڏهن تيل پمپ پلاسٽڪ extruder گيئر باڪس جي عام آپريشن دوران بلند آواز ۾ داخل ٿئي ٿي، آئل فلٽر کي صاف ڪريو ته جيئن آئل پائيپ لائين ذريعي حاصل ٿئي.
◇ ان جي آپريشن دوران پلاسٽڪ extruder گيرو باڪس جي تيل جي لڪير کي وقت بوقت مانيٽر ڪريو، ۽، جيڪڏهن ڪو آهي، ته مسئلو حل ڪرڻ لاءِ پلاسٽڪ ايڪسٽروڊر گيئر باڪس کي روڪيو.
- مرمت ۽ سار سنڀال
- مرمت ۽ سار سنڀال جو وقت وقفو
|
وقت interval |
مرمت ۽ بحالي |
|
عام عمل |
پلاسٽڪ جي گرمي پد چيڪ ڪريو وڌائيندڙ گيئر بڪس: نه کان وڌيڪ 90 ℃ جڏهن معدني lubricating تيل استعمال ڪندي نه کان وڌيڪ 100 ℃ جڏهن synthetic lubricating تيل استعمال ڪندي چيڪ ڪريو ته ڇا پلاسٽڪ extruder Gearbox جو غير معمولي شور آهي چيڪ ڪريو ته ڇا پلاسٽڪ extruder گيرو باڪس جي رسي آهي |
|
500 ~ 800 ڪلاڪ آپريشن کان پوء |
شروعاتي آپريشن کان پوء پهريون لوڻ وارو تيل متبادل تيل ڀرڻ جو اندازو لڳائڻ لاءِ تيل جي سطح چيڪ ڪريو |
|
هر 3000-ڪلاڪ آپريشن، گهٽ ۾ گهٽ هڪ ڀيرو اڌ سال |
چکڻ واري تيل کي چيڪ ڪريو، ۽، ٻاهرين يا نم ماحول جي صورت ۾، پڪ ڪريو ته لوبريڪٽنگ آئل ۾ پاڻي جو مواد 500ppm کان وڌيڪ نه هجڻ گهرجي. منرل لوبريڪٽنگ آئل کي تبديل ڪريو (ڪم ڪلاڪ في ڏينهن 8h کان گھٽ) ايئر پلگ کي صاف ڪريو |
|
آپريٽنگ حالتن جي مطابق، گهٽ ۾ گهٽ هڪ ڀيرو 3 مهيني |
معدني سڻڪ واري تيل کي تبديل ڪريو (ڊگهي وقت مسلسل ڪم) چيڪ ڪريو ته ڇا ڪو گڏيل بولٽ لوز آهي آلودگي ۽ لوڻ ۽ کولنگ ڊوائيسز جي حالتن کي چيڪ ڪريو لوڻ واري تيل جي فلٽر کي صاف ڪريو ۽ فلٽر ڪور کي تبديل ڪريو جيڪڏھن ضروري ھجي |
|
آپريٽنگ حالتن جي مطابق، سال ۾ گهٽ ۾ گهٽ هڪ ڀيرو |
مصنوعي لوڻ واري تيل کي تبديل ڪريو |
|
ماحول ۽ آپريٽنگ حالت موجب |
مٿاڇري تي حفاظتي (زنگ پروف) رنگ کي بهتر يا تبديل ڪريو ٻاهرئين مٿاڇري کي صاف ڪريو ۽ پلاسٽڪ extruder گيئر باڪس چيڪ ڪريو آلات آلات ليس |
- لوڻ واري تيل جي متبادل جو وقت وقفو

خاص قسم جي پلاسٽڪ extruder گيئر باڪس جي سڻڪ واري تيل کي باقاعده طور تي تبديل ڪريو جيڪو سخت ماحول ۾ ڪم ڪري ٿو. هيٺ ڏنل انگ اکر ڏيکاري ٿو وقت جي وقفي کي عام ماحول ۾ لوبريڪٽنگ تيل جي متبادل. CLP HC PAO مصنوعي لوڻ واري تيل ڏانهن اشارو ڪري ٿو.
(1) آپريشن جو وقت (2) تيل جي غسل ۾ مسلسل درجه حرارت (اوسط قيمت 70 ℃)
VII. غلطي جو تجزيو ۽ حل
|
ڏوهار |
سبب آهن |
حل |
|
ڏوهار |
سبب آهن |
حل |
|
غير معمولي ۽ باقاعده آپريشنل شور |
A. رولنگ / ملنگ شور: بيئرنگ خراب B. ڇڪڻ جو شور: اڻ برابر جوگنگ |
A. چکڻ واري تيل کي چيڪ ڪريو ۽ بيئرنگ کي تبديل ڪريو B. Guomao سان رابطو ڪريو |
لوڻ واري تيل جي لڪيج: پلاسٽڪ extruder Gearbox جي جنڪشن مٿاڇري پلاسٽڪ extruder Gearbox جي آخر ڍڪ جي مٿاڇري پلاسٽڪ extruder Gearbox جي نظر سوراخ جو احاطو ڊرائيو شافٽ جي سيلنگ پوائنٽ تيل ڪڍڻ وارو پلگ هوائي جهاز |
پلاسٽڪ extruder گيئر باڪس جي ڳنڍڻ واري حصن کي ختم ڪرڻ ڳنڍيندڙ فاسٽنر جو لوڻ سيلنگ حصن جي غلط تنصيب سيلنگ حصن جو نقصان/گھڻ لوزي جو سلسلو لوڻ جي تيل جي تمام گهڻي سطح غلط تنصيب |
ڳنڍيندڙ بولٽس کي چيڪ ڪريو ۽ ضرورت هجي ته لوز وارن کي سخت ڪريو سيلنگ حصو چيڪ ڪريو ۽ ان کي تبديل ڪريو جيڪڏهن گهربل هجي تيل جي سطح چيڪ ڪريو / ٿڪ کي بهتر ڪريو Guoma سان رابطو ڪريو |
|
|
غير معمولي ۽ غير باقاعده آپريشنل شور |
لوڻ واري تيل جي ناپاڪي |
چکڻ وارو تيل چيڪ ڪريو، آپريشن کي روڪيو ۽ Guomao سان رابطو ڪريو |
||||
|
پلاسٽڪ extruder Gearbox جي مقرر حصن ۾ غير معمولي شور |
پلاسٽڪ extruder گيرو باڪس جو فاسٽنر وڃائي ٿو |
فاسٽنرز کي چيڪ ڪريو ۽ انھن کي استعمال ڪريو جيڪي بيان ڪيل آھن |
||||
|
آپريشن جي تمام گهڻي گرمي |
A. تمام گهڻو لوڻ وارو تيل B. لوڻ واري تيل جي عمر ۽ خراب ٿيڻ ج. سڻڻ واري تيل ۾ تمام گهڻي نجاست D. لوڻ پمپ جو نقصان E. کولنگ سسٽم جي غلطي |
A. تيل جي سطح چيڪ ڪريو ۽ جيڪڏھن ضرورت هجي ته ترميم ڪريو B. چکڻ واري تيل جي متبادل وقت جي جانچ ڪريو C. چکڻ واري تيل کي چيڪ ڪريو D. چکڻ واري پمپ کي چيڪ ڪريو ۽ ان کي تبديل ڪريو E. کولنگ سسٽم چيڪ ڪريو |
بيئرنگ تي تمام گهڻو گرمي پد |
A. اڻ لڀڻ وارو تيل B. لوڻ واري تيل جي عمر ۽ خراب ٿيڻ C. لوڻ پمپ جو نقصان D. بيئرنگ جو نقصان |
A. تيل جي سطح چيڪ ڪريو ۽ جيڪڏھن ضرورت هجي ته ترميم ڪريو B. چکڻ واري تيل جي متبادل وقت جي جانچ ڪريو C. چکڻ واري پمپ کي چيڪ ڪريو ۽ ان کي تبديل ڪريو D بيئرنگ چيڪ ڪريو ۽ ان کي تبديل ڪريو |
|
|
هلندڙ دور ۾ شافٽ جي آخر جي سيلنگ پوائنٽ تي وڌيڪ گرمي پد |
انسٽاليشن دوران شافٽ جي آخر جي ڪنيڪشن جي ناکافي صفائي سيلنگ حصن ۽ شافٽ جي آخر ۾ هلندڙ |
شافٽ جي آخر کي صاف ڪريو ان کي معمولي سمجهيو Guoma سان رابطو ڪريو |
جڏهن Guomao سان رابطو ڪريو، مهرباني ڪري هيٺ ڏنل معلومات مهيا ڪريو:
|
نالو پليٽ تي مڪمل ڊيٽا |
- |
غلطين جا قسم ۽ اسڪوپ |
- |
وقت ۽ غلطين جا واقعا واقع ٿيا |
- |
سبب آهن |


VIII. لوڻ واري تيل جو انتخاب
لوبريڪٽنگ آئل جي viscosity جو اندازو لڳايو وڃي پردي جي رفتار V، ڪم ڪندڙ ماحول يا تيز رفتار گيئر جي لوبريڪٽنگ جي طريقي جي مطابق:
جڏهن V≤2.5m/s يا محيطي جو گرمي پد 35℃~50℃ جي اندر آهي، چونڊيو CKC320 وچولي لوڊ صنعتي بند گيئر آئل يا CKD320 ڳري لوڊ صنعتي بند گيئر آئل؛
جڏهن V>2.5m/s يا زبردستي گردشي لوبريڪيشن لاڳو ٿئي ٿي، CKC220 وچولي-لوڊ صنعتي بند گيئر آئل يا CKD220 ڳري لوڊ صنعتي بند گيئر آئل چونڊيو.
مزيدار
پلاسٽڪ extruder گيرو باڪس لاءِ لوڻ واري گريس جي سفارش نه ڪئي وئي آهي. اسان سان رابطو ڪريو جيڪڏھن گھربل.
ڏسو ضميمو-لوڻ واري تيل جي مقابلي واري ٽيبل ملڪي ۽ غير ملڪي lubricating تيل جي شين لاء
- ڪپڙا پرزا
پلاسٽڪ extruder Gearbox جي ڪپڙن جي حصن جي فهرست
پلاسٽڪ extruder Gearbox جي پيڪنگ لسٽ
ضميمه - لوڻ واري تيل جي مقابلي واري جدول (منرل لوبريڪٽنگ آئل):
|
زمرو |
ISOVG |
AGMA |
فراهم ڪرڻ وارو |
لوڻ واري تيل جو قسم |
Viscosity / 40 ℃ |
منجمد پوائنٽ ℃ |
|
زمرو |
ISOVG |
AGMA |
فراهم ڪرڻ وارو |
لوڻ واري تيل جو قسم |
Viscosity / 40 ℃ |
منجمد پوائنٽ ℃ |
|
220 |
220 |
5 اي پي |
ڊسمبر |
ديگول بي جي 220 |
220 |
-21 |
320 |
320 |
6 اي پي |
ڊسمبر |
ديگول بي جي 320 |
320 |
-18 |
|
|
BP |
Energol GR-XP220 |
210 |
-27 |
BP |
Energol GR-XP320 |
305 |
-24 |
|||||||
|
وڌو |
الفا SP220 |
220 |
-21 |
وڌو |
الفا SP320 |
320 |
-21 |
|||||||
|
وڌو |
Alphamax 220 |
220 |
-24 |
وڌو |
Alphamax 320 |
320 |
-18 |
|||||||
|
شيورون |
صنعتي تيل EP220 |
220 |
-12 |
شيورون |
صنعتي تيل EP320 |
320 |
-9 |
|||||||
|
ديوي |
Falcon CLP220 |
220 |
-18 |
ديوي |
Falcon CLP320 |
320 |
-18 |
|||||||
|
عسسو |
اسپارٽن EP220 |
226 |
-30 |
عسسو |
اسپارٽن EP320 |
332 |
-27 |
|||||||
|
Exxon |
اسپارٽن EP220 |
226 |
-30 |
Exxon |
اسپارٽن EP320 |
332 |
-27 |
|||||||
|
فوٽ |
Renolin CLP220 Plus |
223 |
-23 |
فوٽ |
Renolin CLP320 Plus |
323 |
-21 |
|||||||
|
نار |
گلف اي پي لوبريڪنٽ HD220 |
219 |
-19 |
نار |
گلف اي پي لوبريڪنٽ HD320 |
300 |
-12 |
|||||||
|
ڪلوبر |
Klüberoil GEM 1-220 |
220 |
-15 |
ڪلوبر |
Klüberoil GEM 1-320 |
320 |
-15 |
|||||||
|
ڪويت |
Q8 گويا 220 |
220 |
-21 |
ڪويت |
Q8 گويا 320 |
320 |
-18 |
|||||||
|
ڪار |
موبائيل گيئر 630 |
207 |
-18 |
ڪار |
موبائيل گيئر 632 |
304 |
-18 |
|||||||
|
ڪار |
موبائيل گيئر XMP 220 |
220 |
-24 |
ڪار |
موبائيل گيئر XMP 320 |
320 |
-18 |
|||||||
|
مولب- مصرع |
MA-90/220 |
220 |
-18 |
مولب- مصرع |
MA-90/320 |
320 |
-15 |
|||||||
|
Optimol |
Optigear BM220 |
233 |
-15 |
Optimol |
Optigear BM320 |
338 |
-15 |
|||||||
|
پيٽرو ڪئناڊا |
الٽيما EP220 |
223 |
-30 |
پيٽرو ڪئناڊا |
الٽيما EP320 |
320 |
-21 |
|||||||
|
شيل |
اومالا آئل F220 |
220 |
-21 |
شيل |
اومالا آئل F320 |
320 |
-18 |
|||||||
|
Texaco |
ميروپا 220 |
209 |
-21 |
Texaco |
ميروپا 320 |
304 |
-18 |
|||||||
|
ڪل |
ڪارٽر EP220 |
220 |
-12 |
ڪل |
ڪارٽر EP320 |
320 |
-12 |
|||||||
|
ٽربول |
ٽريبول 1100/220 |
222 |
-25 |
ٽربول |
ٽريبول 1100/320 |
317 |
-23 |
|||||||
|
GB5903-95 |
گھريلو |
CKC220 |
198 ~ 242 |
≤ 8 |
GB5903-95 |
گھريلو |
CKC320 |
288 ~ 352 |
≤ 8 |
|||||
|
GB5903-95 |
گھريلو |
CKD220 |
198 ~ 242 |
≤ 8 |
GB5903-95 |
گھريلو |
CKD320 |
288 ~ 352 |
≤ 8 |
|||||

ضميمه - لوڻ واري تيل جي مقابلي واري جدول (PAO مصنوعي لوڻ واري تيل):
|
زمرو |
ISOVG |
AGMA |
فراهم ڪرڻ وارو |
لوڻ واري تيل جو قسم |
Viscosity cSt |
منجمد پوائنٽ ℃ |
|
زمرو |
ISOVG |
AGMA |
فراهم ڪرڻ وارو |
لوڻ واري تيل جو قسم |
Viscosity cSt |
منجمد پوائنٽ ℃ |
||
|
40 سي |
100 سي |
40 سي |
100 سي |
|||||||||||||
|
220 |
220 |
5 اي پي |
ديوي |
انٽر HCLP220 |
220 |
25.1 |
-36 |
320 |
320 |
6 اي پي |
ديوي |
انٽر HCLP320 |
320 |
33.9 |
-33 |
|
|
عسسو |
اسپارٽن مصنوعي EP220 |
232 |
26.5 |
-39 |
عسسو |
اسپارٽن مصنوعي EP320 |
328 |
34.3 |
-36 |
|||||||
|
Exxon |
اسپارٽن مصنوعي EP220 |
232 |
26.5 |
-39 |
Exxon |
اسپارٽن مصنوعي EP320 |
328 |
34.3 |
-36 |
|||||||
|
فوٽ |
Renolin Unisyn CLP220 |
221 |
25.8 |
-42 |
فوٽ |
Renolin Unisyn CLP320 |
315 |
33.3 |
-39 |
|||||||
|
ڪلوبر |
Klübesynth EG 4-220 |
220 |
26 |
-40 |
ڪلوبر |
Klübesynth EG 4-320 |
320 |
38 |
-40 |
|||||||
|
ڪار |
موبائيل گيئر SHC XMP 220 |
220 |
28.3 |
-45 |
ڪار |
موبائيل گيئر SHC XMP 320 |
320 |
37.4 |
-39 |
|||||||
|
ڪار |
موبائيل گيئر SHC 220 |
213 |
26 |
-51 |
ڪار |
موبائيل گيئر SHC 320 |
295 |
34 |
-48 |
|||||||
|
Optimol |
Optigear Synthic A220 |
210 |
23.5 |
-36 |
Optimol |
Optigear Synthic A320 |
290 |
30 |
-36 |
|||||||
|
شيل |
اومالا آئل HD220 |
220 |
25.5 |
-48 |
شيل |
اومالا آئل HD320 |
320 |
33.1 |
-42 |
|||||||
|
Texaco |
Pinnacle EP220 |
220 |
25.8 |
-48 |
Texaco |
Pinnacle EP320 |
320 |
35.2 |
-39 |
|||||||
|
ڪل |
ڪارٽر EP/HT220 |
220 |
25 |
-39 |
ڪل |
ڪارٽر EP/HT320 |
320 |
33 |
-36 |
|||||||
|
ٽربول |
ٽريبول 1510/220 |
220 |
24.6 |
-42 |
ٽربول |
ٽريبول 1510/320 |
330 |
33.2 |
-39 |
|||||||
|
ٽربول |
ٽريبول 1710/220 |
220 |
- |
-33 |
ٽربول |
ٽريبول 1710/320 |
320 |
- |
-30 |
|||||||
|
گھريلو |
عظيم ديوار |
4405/220 |
221.3 |
- |
-42 |
|
|
|
|
|
|
|||||
|
گھريلو |
عظيم ديوار |
4406/220 |
225.3 |
- |
-42 |
گھريلو |
عظيم ديوار |
4406/320 |
330.5 |
- |
-40 |
|||||

سنگل سکرو extruder اصول
واحد اسڪرو عام طور تي اثرائتي ڊيگهه ۾ ٽن حصن ۾ ورهايل آهي. ٽن حصن جي موثر ڊگھائي اسڪرو جي قطر ۽ اسڪرو جي پچ جي مطابق طئي ڪئي وئي آھي. عام طور تي، اهو هڪ ٽيون حصو ۾ ورهايل آهي.
مادي بندرگاهن جي آخري ٿلهي کي پهچائڻ واري حصي کي سڏيو ويندو آهي: مواد کي هتي پلاسٽڪائيز ڪرڻ جي ضرورت آهي، پر ان کي پهريان کان گرم ۽ ٺهيل هجڻ گهرجي. ماضي ۾، پراڻي خارج ٿيڻ واري نظريي کي مڃيو ويو ته هتي مواد ٿلهو آهي، ۽ بعد ۾ اهو ثابت ٿيو ته هتي مواد اصل ۾ مضبوط پلگ آهي، يعني چئجي ته، هتي جو مواد نچوض ٿيڻ کان پوء پلگ وانگر مضبوط آهي، تنهنڪري اهو آهي. ان جو ڪم جيستائين پهچائڻ جو ڪم مڪمل ٿئي.
ٻئي حصي کي کمپريشن سيڪشن سڏيو ويندو آهي. هن وقت، نالي جو مقدار آهستي آهستي وڏي کان وڏي تائين گھٽجي ويو آهي، ۽ گرمي پد مواد جي پلاسٽڪائيزيشن جي درجي تائين پهچڻ آهي. هتي، ڪمپريشن سيڪشن 3 ذريعي پيدا ٿئي ٿي، جتي ان کي هڪ تي دٻايو ويندو آهي، جنهن کي اسڪرو جو ڪمپريشن تناسب چيو ويندو آهي -- 1:XNUMX، ڪجهه مشينون به تبديل ٿي چڪيون آهن، ۽ تيار ٿيل پلاسٽڪائيز مواد ٽئين مرحلي ۾ داخل ٿئي ٿو.
ٽيون سيڪشن ميٽرنگ سيڪشن آهي، جتي مواد پلاسٽڪائيزنگ جي گرمي پد کي برقرار رکي ٿو، بلڪل صحيح ۽ مقداري طور تي پگھلڻ واري مواد کي ميٽرنگ پمپ جي طور تي منتقل ڪري ٿو جيئن هيڊ جي فراهمي لاء، جنهن وقت گرمي پد پلاسٽيائيزنگ درجه حرارت کان گهٽ نه ٿي سگهي، عام طور تي ٿورو وڌيڪ. .
Extruder توانائي جي بچت ايڊيٽر
extruder جي توانائي جي بچت کي ٻن حصن ۾ ورهائي سگهجي ٿو: هڪ طاقت جو حصو آهي ۽ ٻيو گرمائش جو حصو آهي.
بجلي جي بچت: اڪثر inverters استعمال ٿيندا آهن. توانائي جي بچت جو طريقو موٽر جي بقايا توانائي کي بچائڻ لاء آهي. مثال طور، موٽر جي حقيقي طاقت 50Hz آھي، ۽ توھان کي ضرورت آھي صرف 30Hz پيداوار ۾ ڪافي پيدا ڪرڻ لاءِ. اضافي توانائي جو استعمال بيڪار آهي. ضايع، inverter توانائي جي بچت حاصل ڪرڻ لاء موٽر جي بجلي جي پيداوار کي تبديل ڪرڻ آهي.
حرارتي حصي ۾ توانائي جي بچت: حرارتي حصي ۾ توانائي جي بچت جو گهڻو حصو برقي مقناطيسي هيٽر ذريعي توانائي جي بچت آهي، ۽ توانائي جي بچت جي شرح تقريباً 30٪ ~ 70٪ پراڻي رزسٽرر انگ جي آهي.
ڪم عمل
پلاسٽڪ جو مواد هاپر مان ٻاھر ڪڍڻ واري ۾ داخل ٿئي ٿو، ۽ اسڪرو جي گردش ذريعي اڳتي وڌايو ويندو آھي. اڳتي وڌڻ دوران، مواد کي بيرل طرفان گرم ڪيو ويندو آهي، اسڪرو سان ڍڪيو ويندو آهي ۽ مواد کي ڳرڻ لاء دٻايو ويندو آهي. اهڙيء طرح، شيشي واري رياست جي ٽن رياستن جي وچ ۾ هڪ تبديلي، اعلي لچڪدار رياست، ۽ ويسڪوس وهڪري جي حالت حاصل ڪئي وئي آهي.
پريشرائيزيشن جي صورت ۾، مواد هڪ ويسڪس وهڪري جي حالت ۾ هڪ خاص شڪل واري ڊائي مان گذري ٿو، ۽ پوء هڪ تسلسل بڻجي وڃي ٿو جيڪو هڪ ڪراس سيڪشن ۽ هڪ وات وانگر ظاهر ٿئي ٿو. ان کان پوءِ ان کي ٿڌو ڪيو وڃي ٿو ۽ شڪل ٺاهي شيشي واري حالت ۾ ٺاهيو وڃي ٿو، ان ڪري اهو حصو حاصل ڪيو وڃي ٿو جيڪو پروسيس ڪيو وڃي.
ڪمپوزيشن ايڊيٽر
Extruder ۾، عام طور تي، سڀ کان وڌيڪ بنيادي ۽ سڀ کان وڌيڪ ورڇيل هڪ واحد سکرو extruder آهي. اهو بنيادي طور تي شامل آهي: ڇهه حصا: ٽرانسميشن، فيڊنگ ڊيوائس، بيرل، اسڪرو، مشين سر ۽ مرڻ.

ٽرانسپشن سيڪشن
ٽرانسميشن حصو عام طور تي هڪ برقي موٽر، هڪ گهٽتائي گيئر باڪس ۽ بيئرنگ مان ٺهيل آهي. ٻاھر ڪڍڻ واري عمل جي دوران، اسڪرو جي رفتار مستحڪم ھئڻ گھرجي ۽ سکرو لوڊ جي تبديلي سان تبديل نه ٿي سگھي، جيئن حاصل ڪيل مصنوعات جي يونيفارم معيار کي برقرار رکڻ لاء. جڏهن ته، مختلف موقعن تي، اسڪرو کي گهربل گهربل حاصل ڪرڻ لاء منتقل ڪيو وڃي ٿو ته هڪ ڊوائيس مختلف پلاسٽڪ يا مختلف شين کي خارج ڪري سگهي ٿو. تنهن ڪري، هي حصو عام طور تي استعمال ڪري ٿو AC ڪميوٽٽر موٽر، ڊي سي موٽر ۽ ٻين ڊوائيسز کي قدم جي رفتار جي تبديلي حاصل ڪرڻ لاء، عام اسڪرو رفتار 10 ~ 100 rev / منٽ آهي.
ٽرانسميشن سسٽم جو ڪم اسڪرو کي هلائڻ آهي، جيڪو اخراج جي عمل دوران اسڪرو کي گهربل ٽوڪ ۽ رفتار فراهم ڪري ٿو، عام طور تي موٽر، گيئر باڪس ۽ بيئرنگ تي مشتمل هوندو آهي. بنيادي طور تي ته ساخت بنيادي طور تي ساڳيو آهي، گيرو باڪس جي پيداوار جي قيمت تقريبن ان جي خارجي طول و عرض ۽ وزن جي تناسب آهي. ڇاڪاڻ ته گيئر باڪس جي شڪل ۽ وزن وڏي آهي، ان جو مطلب آهي ته اتي ڪيترائي مواد استعمال ڪيا ويا آهن پيداوار دوران، ۽ استعمال ٿيل بيرنگ پڻ نسبتا وڏي آهي، جيڪا پيداوار جي قيمت وڌائي ٿي.
کاڌ خوراڪ جو سامان
گهڻو ڪري فيڊ اسٽيڪ pelletized آهن، پر پٽي يا پائوڊر پڻ استعمال ڪري سگھجن ٿيون. چارج ڪرڻ وارو سامان عام طور تي هڪ مخروطي هاپر استعمال ڪندو آهي جنهن جي مقدار گھٽ ۾ گھٽ هڪ ڪلاڪ جي ضرورت هوندي آهي. وهڪري کي ترتيب ڏيڻ ۽ ڪٽڻ لاءِ هاپر جي تري ۾ هڪ بند-آف ڊيوائس مهيا ڪئي وئي آهي، ۽ هاپر جي پاسي تي هڪ نظر جو سوراخ ۽ هڪ ميٽرنگ ڊيوائس نصب ٿيل آهي. ڪجهه هاپرن وٽ شايد پريشر رليف ڊيوائس يا گرم ڪرڻ وارو اوزار به هوندو آهي جيڪو فيڊ اسٽڪ کي هوا مان نمي جذب ڪرڻ کان روڪيندو آهي، يا ڪجهه ڪارٽريجز وٽ به ٿي سگهي ٿو پنهنجو پاڻمرادو فيڊنگ يا فيڊنگ لاءِ پنهنجو ايجٽيٽر.
هائپر
هيپر عام طور تي ٺهيل شڪل ۾ ٺهيل آهي. مواد جي سطح ۽ فيڊنگ جي حالت کي ڏسڻ لاءِ هاپر جي پاسي تي هڪ ونڊو کوليو ويندو آهي. هاپر جي هيٺان هڪ کولڻ ۽ بند ڪرڻ وارو دروازو آهي بند ڪرڻ ۽ فيڊنگ جي مقدار کي ترتيب ڏيڻ لاءِ. مٽي، نمي ۽ نجاست کي ان ۾ گرڻ کان روڪڻ لاءِ هاپر جي چوٽي کي ڍڪيو. جڏهن هاپر جي مواد کي چونڊيو، اهو بهتر آهي ته هلڪو وزن، سنکنرن جي مزاحمتي ۽ آسان-کي-مشين مواد، عام طور تي ايلومينيم ۽ اسٽينلیس سٹیل پليٽ استعمال ڪندي. hopper جو مقدار extruder جي سائيز ۽ لوڊ ڪرڻ جي طريقي تي منحصر آهي. عام طور تي، extruder جي extrusion رقم 1 کان 1.5 ڪلاڪ آهي.

کاڌ خوراڪ جا ٻه طريقا آھن: دستي کاڌ خوراڪ ۽ خودڪار کاڌ خوراڪ. خودڪار فيڊنگ ۾ خاص طور تي اسپرنگ فيڊنگ، بلاسسٽ فيڊنگ، ويڪيوم فيڊنگ، ڪنوائينگ بيلٽ پهچائڻ ۽ ٻيا شامل آهن. عام طور تي، ننڍا extruders دستي طور تي لوڊ ڪيا ويا آهن ۽ وڏا extruders خودڪار طريقي سان لوڊ ٿي ويا آهن.
کاڌ خوراڪ جي طريقن جي درجه بندي
1 ڪشش ثقل فيڊنگ:
اصول - مواد پنهنجي وزن سان بيرل ۾ داخل ٿئي ٿو، جنهن ۾ دستي کاڌ خوراڪ، بهار جي کاڌ خوراڪ، ۽ ڌماڪي شامل آهن.
خاصيتون - سادي جوڙجڪ ۽ گھٽ قيمت. بهرحال، اهو آسان آهي ته اڻ برابري کاڌ خوراڪ، جيڪو حصن جي معيار کي متاثر ڪري ٿو. اهو صرف ننڍي سائيز extruders لاء مناسب آهي.
2 زبردستي کارائڻ:
اصول - هٽپر ۾ هڪ ڊوائيس نصب ڪريو جيڪو مواد تي خارجي دٻاء لاڳو ڪري، مواد کي زبردستي extruder جي بيرل ۾.
خاصيتون - "پل" جي رجحان تي غالب ٿي سگھي ٿو، تنھنڪري کاڌ خوراڪ جي برابر آھي. فيڊ اسڪرو ڊرائيو زنجير ذريعي ايڪسٽروڊر اسڪرو ذريعي هلائي ٿو ان جي رفتار کي اسڪرو جي رفتار سان ترتيب ڏيڻ لاءِ. اوورلوڊ تحفظ واري ڊوائيس کي چالو ڪري سگهجي ٿو جڏهن فيڊ پورٽ بلاڪ ڪيو ويو آهي، انهي سان گڏ فيڊنگ ڊوائيس کي نقصان کان بچڻ.
ڪارٽريج
عام طور تي، اهو هڪ ڌاتو مادي بيرل آهي جيڪو مصر جي اسٽيل يا جامع اسٽيل پائپ مان ٺهيل آهي. ان جي بنيادي خاصيتون آهن اعلي درجه حرارت ۽ دٻاء جي مزاحمت، مضبوط لباس ۽ سنکنرن جي مزاحمت. عام طور تي، بيرل جي ڊيگهه ان جي قطر کان 15 کان 30 ڀيرا آهي، ۽ ڊيگهه اهڙي آهي ته مواد ڪافي طور تي گرم ۽ پلاسٽڪائيز ٿيل آهي. بيرل ڪافي ٿولهه ۽ سختي هجڻ گهرجي. اندريون هموار هجڻ گهرجي، پر ڪجهه بيرل مختلف نالن سان پکڙيل آهن ته جيئن پلاسٽڪ سان ڇڪڻ کي وڌايو وڃي. اليڪٽرڪ هيٽر، گرمي پد ڪنٽرول ڊوائيسز ۽ کولنگ سسٽم بيرل جي ٻاهرئين پاسي مزاحمتي، انڊڪٽرز ۽ گرمائش جي ٻين ذريعن سان مهيا ڪيا ويا آهن.

بيرل ۾ مواد جا ٽي روپ آهن:
(1) انٽيگرل بيرل
پروسيسنگ جو طريقو - سڄي مواد تي پروسيس ٿيل.
فائدا - اعلي پيداوار جي درستگي ۽ اسيمبليء جي درستگي کي يقيني بڻائڻ آسان، اسيمبليء جي ڪم کي آسان بڻائي سگھي ٿو، سلنڈر کي گرم ڪيو ويندو آھي، ۽ وڌيڪ ايپليڪيشنون.
نقصانات - وڏي بيرل جي ڊيگهه ۽ اعلي پروسيسنگ گهرجن جي ڪري، پروسيسنگ سامان جي گهرج پڻ تمام سخت آهن. بيرل جي اندرئين سطح کي پائڻ کان پوء مرمت ڪرڻ ڏکيو آهي.
(2) گڏيل مواد
پروسيسنگ جو طريقو - بيرل ڪيترن ئي مرحلن ۾ پروسيس ڪيو ويندو آهي، ۽ پوء سيڪشن فلانگن يا ٻين شڪلن سان ڳنڍيل آهن.
فائدا - سادي پروسيسنگ، پاسو تناسب کي تبديل ڪرڻ ۾ آسان، اڪثر ڪري اسڪرو جي پہلو تناسب کي تبديل ڪرڻ لاء استعمال ڪيو ويندو آهي.
نقصانات - اعلي پروسيسنگ جي سڌائي جي گهرج، ڪيترن ئي حصن جي ڪري، هر ڀاڱي جي استحڪام کي يقيني بڻائڻ ڏکيو آهي، فلانج ڪنيڪشن بيرل حرارتي جي هڪجهڙائي کي ٽوڙي ٿو، گرمي جي نقصان کي وڌائي ٿو، گرمي ۽ کولنگ سسٽم سيٽنگون ۽ سار سنڀال وڌيڪ ڏکيو آهي.
(3) Bimetallic بيرل
پروسيسنگ جو طريقو - عام ڪاربان اسٽيل يا ڪاسٽ اسٽيل جي بنياد جي اندر مصر جي فولاد جي مواد جي هڪ پرت داخل يا اڇلائي. اهو نه رڳو بيرل جي مادي گهرجن کي پورو ڪري ٿو، پر قيمتي ڌاتو مواد پڻ بچائيندو آهي.

1 بشنگ ڪارٽريج: ڪارٽريج کي مٽائي سگهندڙ الائي اسٽيل بشنگ سان لڳايو ويو آهي. قيمتي دھاتن کي بچائڻ، جھنگ کي تبديل ڪري سگھجي ٿو، ۽ بيرل جي زندگي وڌائي ٿي. پر ان جي جوڙجڪ، پيداوار ۽ اسيمبلي وڌيڪ پيچيده آهن.
2 ڪاسٽنگ بيرل: لڳ ڀڳ 2 ملي ميٽر ٿلهي مصر جي هڪ پرت کي بيرل جي اندرئين ڀت تي سينٽرفيوگلي طور تي اڇلايو ويندو آهي، ۽ پوءِ بيرل جو گهربل اندروني قطر پيس ڪري حاصل ڪيو ويندو آهي. مصر جو پرت بيرل جي بنياد سان چڱيءَ طرح جڙيل آهي، ۽ بيرل جي محوري لمبائي سان تعلق نسبتاً يونيفارم آهي، ان کي ڇلڻ جو ڪو به رجحان نه آهي، ڦاٽي نه ٿو، بهترين سلائيڊنگ ڪارڪردگي آهي، ۽ لباس جي اعليٰ مزاحمت آهي. وڏي عمر.
1) بيرل فيڊنگ سيڪشن جي اندرئين ڀت جي ڊگھي نالي کي کوليو ويو آهي
سولائيز ٽرانسپورٽ جي شرح کي وڌائڻ لاء، ھڪڙو طريقو آھي سلنڊر جي مٿاڇري جي رگڻ جي گنجائش کي مضبوط ٽرانسپورٽ جي نظريي جي ذريعي. ٻيو طريقو اهو آهي ته فيڊ پورٽ تي مواد جي ايراضيءَ کي وڌائڻ لاءِ ڪراس سيڪشن ذريعي اسڪرو محور ڏانهن. بيرل فيڊنگ سيڪشن جي اندرئين ڀت ۾ ڊگھي نالي جو ٺھيل ۽ فيڊنگ پورٽ جي ويجھو فيڊنگ سيڪشن جي اندرين ديوار جو ٽيپر ٻن طريقن جون خاصيتون آھن.
2) زبردستي کولنگ فيڊ سيڪشن بيرل
اتي پڻ ھڪڙو طريقو آھي جنھن ۾ سولائيز جي مقدار کي وڌايو وڃي. اهو فيڊنگ سيڪشن بيرل کي ٿڌو ڪرڻ آهي، مقصد اهو آهي ته مواد جي درجه حرارت کي نرمي واري نقطي يا پگھلڻ واري نقطي کان هيٺ پهچايو وڃي، مواد جي مضبوط رگڻ جي ملڪيت کي برقرار رکڻ لاء پگھل فلم جي ظاهر ٿيڻ کان بچڻ لاء.
مٿين طريقي سان، پهچائڻ واري ڪارڪردگي 0.3 کان 0.6 تائين وڌي وئي آهي، ۽ خارج ٿيڻ جي مقدار سر جي دٻاء ۾ تبديلين لاء گهٽ حساس آهي.


سکرو extruder جي دل آهي ۽ extruder جو هڪ اهم حصو آهي. اسڪرو جي ڪارڪردگي پيداوار، پلاسٽڪائيزنگ معيار، فلر جي ڦهلائڻ، پگھلڻ جي درجه حرارت، بجلي جي استعمال، وغيره جو اندازو لڳائي ٿو. . اهو extruder جو سڀ کان اهم حصو آهي، جيڪو سڌو سنئون ايپليڪيشن جي حد ۽ extruder جي پيداوار جي ڪارڪردگي کي متاثر ڪري سگهي ٿو. اسڪرو جي گردش پلاسٽڪ تي انتهائي دٻاءُ وجهي ٿي. پلاسٽڪ حرڪت ڪري سگهي ٿي، دٻاءُ وجهي سگهي ٿي ۽ سلنڈر ۾ رگڻ مان ڪجهه گرمي حاصل ڪري سگهي ٿي. سلنڈر جي حرڪت دوران پلاسٽڪ کي ملايو ويندو آهي ۽ پلاسٽڪائيز ڪيو ويندو آهي، ۽ ويسڪس وهڪري جي حالت پگھلجي ويندي آهي جڏهن ته گهربل شڪل حاصل ڪرڻ لاءِ ڊائي ذريعي وهڻ لاءِ ٻاهر ڪڍيو ويندو آهي. بيرل وانگر، اسڪرو پڻ اعلي طاقت، گرمي ۽ سنکنرن جي مزاحمتي مصر جو ٺهيل آهي.
پلاسٽڪ جي مختلف قسمن جي ڪري، انهن جا خاصيتون پڻ مختلف آهن. تنهن ڪري، حقيقي آپريشن ۾، مختلف پلاسٽڪ پروسيسنگ جي ضرورتن کي ترتيب ڏيڻ لاء، اسڪرو جا قسم مختلف آهن، ۽ جوڙجڪ پڻ مختلف آهن. ٽرانسپورٽ، extrusion، mixing ۽ plasticization maximize ڪرڻ لاء پلاسٽڪ جي ڪارڪردگيء کي وڌائڻ لاء.
تصوير ڪيترن ئي عام پيچرن کي ڏيکاري ٿو. بنيادي پيٽرولر جيڪي اسڪرو جي خاصيتن جي نشاندهي ڪن ٿا انهن ۾ شامل آهن: قطر، اسپيڪٽ ريشو، ڪمپريشن ريشو، پچ، گروو ڊيپٿ، هيلڪس اينگل، اسڪرو ۽ بيرل ڪليئرنس، وغيره. سڀ کان عام اسڪرو قطر ڊي لڳ ڀڳ 45 کان 150 ملي ميٽر آهي. جيئن ته اسڪرو جو قطر وڌي ٿو، تيئن تيئن ايڪسٽروڊر جي پروسيسنگ جي گنجائش به وڌي ٿي، ۽ ايڪسٽروڊر جي پيداواري اسڪرو قطر جي چورس ڊي جي برابر آهي. اثر واري ڊگھائي جو تناسب اسڪرو جي ڪم ڪندڙ حصي جي قطر سان (حوالو جي پاسو تناسب جي طور تي، L/D طور ظاهر ڪيو ويو آهي) عام طور تي 18 ~ 25 آهي. وڏي ايل / ڊي مواد جي درجه حرارت جي ورڇ کي بهتر ڪري سگهي ٿي، پلاسٽڪ جي ميلاپ ۽ پلاسٽڪائيزيشن کي آسان بڻائي، ۽ رسي ۽ پس منظر کي گھٽائي سگھي ٿو.



extruder جي پيداوار جي صلاحيت کي بهتر، L / D وڏي اسڪرو مضبوط adaptability آهي ۽ مختلف پلاسٽڪ جي extrusion لاء استعمال ڪري سگهجي ٿو؛ جڏهن ته، جڏهن L/D تمام وڏو هوندو آهي، ته گرمائش جي وقت ۽ اسڪرو جي ڪري پلاسٽڪ خراب ٿي ويندي آهي جڏهن خود وزن وڌي ويندو آهي، آزاد آخر لچڪندو آهي ۽ سڪي ويندو آهي، جيڪو آساني سان مواد کي اسڪرو ۽ اسڪرو جي وچ ۾ ڇڪڻ جو سبب بڻائيندو آهي. ڇڪڻ، ۽ پيداوار جي عمل کي ڏکيو بڻائي ٿو؛ extruder جي طاقت واپرائڻ وڌي وئي آهي. هڪ اسڪرو جيڪو تمام ننڍو آهي، گونجڻ جي خراب پلاسٽڪائيزيشن سبب ٿي سگهي ٿو.
بيرل جي اندروني قطر ۽ اسڪرو جي قطر جي وچ ۾ فرق جي اڌ کي گپ δ سڏيو ويندو آهي، جيڪو ٻاھرين جي پيداوار کي متاثر ڪري سگھي ٿو. جيئن ته δ وڌي ٿو، پيداوار گھٽجي ٿي. عام طور تي، ڪنٽرول δ ترجيحي طور تي 0.1 کان 0.6 ملي ميٽر آهي. δ ننڍو آهي، مواد هڪ وڏي ڪٽڻ واري اثر سان مشروط آهي، جيڪو پلاسسٽائيزيشن لاء فائدي وارو آهي، پر δ تمام ننڍڙو آهي، مضبوط ڪنگڻ وارو عمل آساني سان مواد جي حرارتي ميڪانياتي خرابي جو سبب بڻائيندو آهي، ۽ ساڳئي وقت، اسڪرو آساني سان لڪي ويندو آهي يا سلنڈر جي ڀت جي خلاف رگڻ، ۽ جڏهن δ تمام ننڍو هوندو آهي، اتي تقريبن ڪنهن به مواد جي لڪيج يا پوئتي فلو ناهي، جيڪو ڪجهه حد تائين ڳرڻ جي ميلاپ کي متاثر ڪري ٿو.
هيلڪس زاويه Φ ڌاڳو ۽ اسڪرو جي ڪراس سيڪشن جي وچ ۾ زاويو آهي. جيئن ته Φ وڌندو آهي، ايڪسٽروڊر جي پيداوار وڌندي آهي، پر پلاسٽڪ تي ڇڪڻ جو اثر ۽ دٻائڻ واري قوت گھٽجي ويندي آهي. عام طور تي، هيلڪس زاويه 10 ° ۽ 30 درجا جي وچ ۾ آهي. ° جي وچ ۾، اسڪرو جي ڊيگهه جي تبديلي جي هدايت سان، اڪثر ڪري هڪ برابر اسڪرو استعمال ڪندي، پچ کي قطر جي برابر کڻندي، Φ جي قيمت اٽڪل 17 ° 41 آهي.
گھٽپريشن جو تناسب جيترو وڌيڪ ھوندو، اوترو ئي وڌيڪ گھٽپريشن تناسب جيڪو پلاسٽڪ حاصل ڪندو آھي. جڏهن نالي اونهي هوندي آهي، ته اهو پلاسٽڪ لاءِ هڪ اعليٰ ڪٽڻ جي شرح پيدا ڪري سگهي ٿي، جيڪا بيرل جي ڀت ۽ مواد جي وچ ۾ گرمي جي منتقلي لاءِ فائديمند آهي. مواد جي ميلاپ ۽ پلاسٽڪائيزيشن جي ڪارڪردگي وڌيڪ، پيداوار جي گھٽتائي؛ ان جي برعڪس، نالي اونهي آهي. صورتحال بلڪل ابتڙ آهي. تنهن ڪري، گرمي-حساس مواد (جهڙوڪ polyvinyl chloride) استعمال ڪيو وڃي گہرے اسڪرو اسڪرو سان؛ گھٽ پگھلڻ واري ويسڪوسٽي ۽ اعليٰ حرارتي استحڪام (جهڙوڪ پوليامائيڊ) سان پلاسٽڪ لاءِ اٿل اسڪرو اسڪرو استعمال ڪيو وڃي.

1. اسڪرو جو ٽڪرو
جڏهن مواد اسڪرو سان اڳتي وڌي ٿو ته ان ۾ گرمي پد، دٻاءُ، ويسڪوسيٽي وغيره ۾ تبديلي اچي ٿي. اها تبديلي اسڪرو جي پوري ڊيگهه ۾ مختلف آهي. مواد جي بدلجندڙ خاصيتن جي مطابق، اسڪرو کي ورهائي سگھجي ٿو شامل ڪرڻ (موڪلڻ) مواد حصن ۽ ڪمپريشن. ڀاڱو ۽ homogenization ڀاڱو.
1. پلاسٽڪ ۽ پلاسٽڪ جا ٽي رياستون
پلاسٽڪ جا ٻه قسم آهن Thermosetting ۽ Thermoplastic. Thermosetting پلاسٽڪ کي ٺهيل ۽ علاج ڪرڻ کان پوء، انهن کي گرم ۽ ڳري نه ٿو سگهجي. Thermoplastic molded مضمون reheated ۽ ٻين مضمونن ۾ ڳري سگهجي ٿو.
جيئن گرمي پد ۾ تبديلي اچي ٿي، ٿرموپلاسٽڪ شيشي جي حالت، اعلي لچڪدار رياست ۽ ويسڪ فلو اسٽيٽ جي ٽن رياستن جي تبديلي پيدا ڪري ٿي. حرارت سان بار بار تبديليون، ٽي رياستون بار بار تبديليون پيدا ڪن ٿيون.
هڪ ٽي-رياست ۾ پوليمر پگھلڻ جون مختلف خاصيتون:
شيشي جي حالت - پلاسٽڪ هڪ سخت مضبوط طور تي ظاهر ٿئي ٿو؛ حرارتي حرڪت واري توانائي ننڍي آهي، انٽرموليڪيولر قوت وڏي آهي، خرابي بنيادي طور تي بانڊ جي زاويه جي خرابي سان مدد ڪئي وئي آهي؛ خارجي قوت کي هٽائڻ کان پوء، خرابي کي فوري طور تي بحال ڪيو ويندو آهي، عام خرابي سان تعلق رکي ٿو.
انتهائي لچڪدار رياست - پلاسٽڪ هڪ رٻڙ جهڙو مادو آهي؛ deformation حصو جي رخ جي سبب macromolecular stretch جي orientation جي مدد ڪئي وئي آهي، ۽ deformation قدر وڏو آهي؛ خارجي قوت کي هٽائڻ کان پوء، خرابي کي بحال ڪري سگهجي ٿو پر وقت تي منحصر آهي، جيڪو هڪ اعلي لچڪدار اختر آهي.
ويسڪس وهڪري جي حالت - پلاسٽڪ ظاهر ٿيندا آهن جيئن ته انتهائي ويسڪس ڳري ويندا آهن؛ حرارتي توانائي زنجير جي ماليڪيولز جي نسبتي سلپ موشن کي وڌيڪ تيز ڪري ٿي؛ deformation irreversible آهي ۽ پلاسٽڪ deformation سان تعلق رکي ٿو
ب. پلاسٽڪ پروسيسنگ ۽ پلاسٽڪ ٽري اسٽيٽ:
پلاسٽڪ گلاس ۾ مشيني. تيز لچڪدار حالت ۾ پروسيسنگ، جهڙوڪ تار ڊرائنگ، پائپ ڪڍڻ، بلو مولڊنگ ۽ thermoforming. viscous وهڪري جي حالت ۾، ان کي coated ڪري سگهجي ٿو، rotomolded ۽ انجيڪشن molded.
جڏهن گرمي پد viscous وهڪري جي حالت کان وڌيڪ آهي، پلاسٽڪ گرميء سان ختم ٿي ويندي، ۽ جڏهن درجه حرارت شيشي جي حالت کان گهٽ آهي، پلاسٽڪ کي ڇڪايو ويندو. جڏهن پلاسٽڪ جي گرمي پد viscous وهڪري جي حالت کان وڌيڪ آهي يا شيشي جي حالت کان گهٽ آهي، thermoplastic سنجيده خراب ۽ تباهه ٿي ويندي آهي، تنهنڪري ٻن درجه حرارت زونن کان بچڻ گهرجي جڏهن پروسيسنگ يا پلاسٽڪ جي شين کي استعمال ڪندي.


دروازو ۽ ونڊوز پروفائل پي وي سي پائوڊر مان ٺهيل آهي. پلاسٽڪ extruder Gearbox وڏي پيماني تي استعمال ڪيو ويندو آهي ونڊو ۽ دروازي جي پروفائيل، گڏو گڏ آرائشي مواد. جديد ٽيڪنالاجي ۽ بهتر ڊيزائن سان، ان ۾ اعلي پيداوار جي صلاحيت، ڊگهي زندگي ۽ پلاسٽڪ واقعي جي ملڪيت آهي.
پلاسٽڪ extruder Gearbox پيداوار جي لائن جو هڪ قسم آهي PVC پلاسٽڪ doos ۽ windos پروفائيل ۽ ڪراس-سيڪشن ڪميونيڪيشن ڪيبل پائپ، المونيم-پلاسٽڪ جامع پروفائيل وغيره جي extrusion لاء ٺهيل آهي. ۽ ٻيا فائدا. PVC پروفائل عمارت جي صنعت ۽ گھر يا آفيس ۾ استعمال ڪري سگهجي ٿو.
لوڻ ۽ کولڻ ، گرم ڪرڻ
گيئرز ۽ بيئرنگ تيل جي تلاءَ ۽ اسپيشس سان سينگاريل آهن. سپليش لوبريڪيشن کان علاوه، ZLYJ سيريز سخت مٿاڇري گيرو باڪس ۽ مٿيون بيئرنگ آئل پمپ لوبريڪيشن سسٽم ۾ شامل ڪيا ويا آهن جبري گردش لوبريڪيشن لاءِ.
لوڻ وارو آئل گريڊ وچولي درجي جو پريشر گيئر آئل N220 يا ٻيو اعليٰ معيار وارو اسڪيٽنگ آئل آهي جنهن سان ملندڙ ويسڪوسيٽي آهي.
جڏهن ماحول جو گرمي پد 0 °C کان گهٽ آهي، هڪ برقي حرارتي پائپ کي تيل جي تلاء ۾ شامل ڪيو ويندو آهي ته جيئن لوڻ واري تيل کي گرم ڪرڻ لاء.
جڏهن محيطي جو گرمي پد 35 ° C کان وڌيڪ هوندو آهي، اسان جي ڪمپني گرمي جي توازن جي حساب سان حساب ڪندي آهي صارف پاران مهيا ڪيل درجه حرارت جي قيمت جي مطابق اهو طئي ڪرڻ لاء ته ڇا کولنگ ڊيوائس کي وڌايو وڃي.


ZLYJ سيريز سلنڈر بيول گيرو باڪس سخت گيرو باڪس ماڊل:
وضاحتون آهن: ZLYJ112، 133، 146، 173، 200، 225، 250، 280، 315، 330، 375، 420، 450؛ SJY224، 250، 280، 315؛ ZSYJ315، 375، 395، 420، 450، 560؛ 6E , 7E , 8E , 9E , 10E , 12E , 15E , JHM ۽ ٻيا پلاسٽڪ ۽ ربر جي صنعت جي مخصوص گيرو باڪس (مختلف غير معياري وڏن گيرو باڪس لاء ترتيب ڏئي سگهجي ٿو).
سنگل اسڪرو extruder پلاسٽڪ extruder مشين لاء سنگل اسڪرو پلاسٽڪ extruder
نيڪ نامن سان
چيري ژانگ (سيلز ڊپارٽمينٽ ؛ مس.)
نيرو گروپ ڪو ، لميٽيڊ
يانتي بونوائي ٺاهيندڙ ڪمپني ، لميٽيڊ
تل: + 86-535-6330966
موبائل: + 86-18865558975
www.planetary-gearbox.com
https://twitter.com/gearboxmotor
https://www.facebook.com/sogears1993
وائبر / لائن / وائسس / ويچٽ: 008618865558975
اي ميل:
شامل ڪريو: نمبر 5 وانشوشن روڊ يانٽا شهر شنڊونگ صوبو ، چين











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
![]()
اسان جي ٽرانسپورٽ ڊرائيو ماهر جي بهترين خدمت توهان جي انباڪس ڏانهن بهترين خدمت.
اسان جي خدمت
رابطي ۾ رهو
Yantai Bonway Manufacturer Co.ltd
ANo.160 Changjiang روڊ، Yantai، شنڊونگ، چين (264006)
T + 86 535 6330966
W + 86 185 63806647